氨水吸收式冷冻机组
2021-06-19
可由太阳能中温集热器以及柴油机尾气余热驱动。集中解决了氨水吸收式冷冻机组实际应用时性能低、体积大、烟气热源适应性差、腐蚀性强和难以抗摇摆振动的关键问题。
机组特点如下
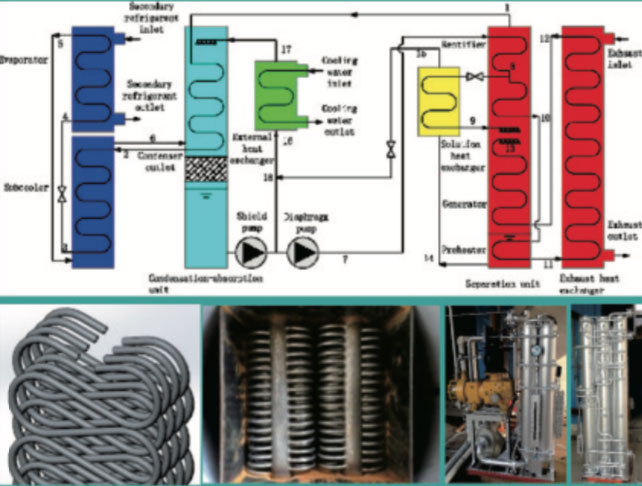
1)循环回热优化。机组采用侧线冷却精馏和侧线加热发生等方式进行热匹配优化,增大了机组的内部回热,提高了机组性能
2)S型毛细管束换热器。机组内部所有换热器均采用了S型毛细管束,管尺寸2.5mmx0.4mm,该种换热器一方面强化了各过程传热传质,减小了机组体积;另一方面S型管减小了吸收和提馏过程中自由液面的影晌,能够抗船舶摇摆振动。
3)主动式热管取热技术。利用部分浓溶液完全发生为气体,然后冷凝释热作为热输入,潜热量固定,热输入不随柴油机功率的增大而显著增大,保持热输入的稳定性。
4)溶液预冷喷淋冷却。溶液预冷冷却使得传热传质分离,一方面喷淋密度增大,强化了冷凝器外表面的传热和吸收过程的传热传质;另方面这种结构使得系统的散热量都在溶液
预冷器中释放,从而可以只对此换热器进行耐腐蚀处理